Как выбрать пресс для ТБО: расчет окупаемости и человеко-часов
23.06.2026При масштабировании бизнеса по заготовке вторичного сырья и модернизации мусоросортировочных комплексов (МСК) руководство предприятий неизбежно сталкивается с дилеммой: увеличить парк привычных вертикальных станков или инвестировать в один автоматический канальный комплекс. Осевая ошибка на этом этапе приводит к колоссальным скрытым убыткам, связанным с неэффективным использованием фонда оплаты труда (ФОТ) и срывом логистических нормативов.
Стоит учитывать также и специфику вашего производства. Как правильно подобрать модель прессового оборудования, читайте эту статью. Для наиболее точного подбора с учетом индивидуальных условий советую обратиться к нашим инженерам. Специалисты с большим опытом помогут вам выбрать наиболее оптимальный вариант под ваше производство.
В данном руководстве мы проведем детальный сравнительный экономико-технический анализ оборудования, рассчитаем затраты человеко-часов и разберем физику работы автоматических систем на примере оборудования отечественного завода НПК КУБЕРПРЕСС.

Канальный пресс КУБЕР-50ГА установка в цехе
Сравнительный анализ силовой линейки оборудования
Для точного понимания экономики процесса рассмотрим три технологических класса прессов, закрывающих разные объемы входящего потока отходов:
| Модель пресса | Тип конструкции | Усилие, т | Вес кипы, кг | Оптимальный объем |
|---|---|---|---|---|
| КУБЕР-4В | Вертикальный | 4 | 30 – 80 | до 10 тонн / мес |
| КУБЕР-24В | Вертикальный промышленный | 30 | 380 – 550 | до 30 тонн / мес |
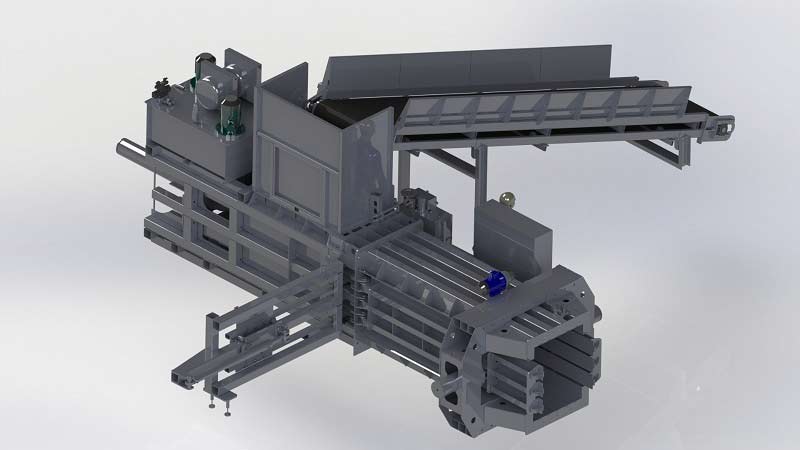
| КУБЕР-50ГА | Канальный автоматический | 50 | до 470 | от 50 тонн / мес |

Гидравлический пресс КУБЕР-50ГА автоматически обвязывает кипы
Ниже представлены базовые модификации прессов, которые позволяют выстроить эффективную цепочку утилизации — от локального магазина до регионального сортировочного центра. Посмотреть более детально технические характеристики можно в карточках оборудования:

• Усилие прессования: 4 тонны (номинальное)
• Вес получаемой кипы: 30 – 80 кг (в зависимости от плотности фракции)
• Размер загрузочного окна: 500 х 600 мм
• Энергоэффективность: двигатель 2.2 кВт / работает от сети 380В (опция 220В)

• Усилие прессования: 30 тонн (усиленная сварная рама)
• Вес получаемой кипы: 380 – 550 кг (идеально под размеры европоддона)
• Тип выгрузки тюка: надежный цепной выгружатель
• Энергопотребление: промышленный двигатель 5.5 кВт
• Усилие прессования: 50 тонн (масляный бак на 600 литров)
• Производительность: 1.8 – 2.4 тонны вторсырья в час
• Обвязка тюка: полностью автоматическая непрерывная (4 нитки)
• Управление: современный контроллер с цветным сенсорным дисплеем 10″
Фишка для инженера: Расчет человеко-часов и скрытых потерь ФОТ
Главная экономическая ловушка вертикальных прессов кроется в человеческом факторе. Вторсырье (особенно картон и ПЭТ-бутылка) обладает высоким коэффициентом упругого расширения. При ручной загрузке сырье постоянно пружинит, вылетает обратно из загрузочного окна, а процесс ручной протяжки обвязочной проволоки требует полной остановки пресса и физического присутствия рабочего.
Проведем инженерный расчет для условного объема в 100 тонн макулатуры в месяц (целевой вес кипы — 500 кг, общее количество кип — 200 штук):
- Вариант А (Эксплуатация двух вертикальных прессов КУБЕР-24В): Время на ручной сбор картона, послойную загрузку, подпрессовку, ручную протяжку 4-х ниток проволоки вокруг кипы через пазы и выгрузку тюка составляет в среднем 25 минут. Затраты времени: 200 кип х 25 минут = 5000 минут (83.3 человеко-часа). С учетом технологических перерывов, очистки рабочей зоны и ручной подачи сырья, данный объем жестко требует постоянной занятости двух выделенных операторов.
- Вариант Б (Внедрение канального автомата КУБЕР-50ГА с конвейером): Сырье сбрасывается на ленточный транспортер, откуда непрерывно поступает в бункер пресса. Работа автоматики осуществляется от оптического датчика заполнения или по таймеру конвейера. Пресс сам подпрессовывает материал, отмеряет длину тюка и производит автоматическую обвязку. Затраты времени: 0 человеко-часов непосредственно на прессование. Выделенный оператор пресса не нужен. Цепочку обслуживает один штатный водитель вилочного погрузчика, который раз в 15–20 минут подъезжает к выходному столу пресса, забирает готовый тюк и перемещает его на склад.
Инженерный вывод: Переход на автоматический канальный комплекс высвобождает до 100% ФОТ прессовщиков, перенаправляя человеческий ресурс на сортировочную ленту, что напрямую повышает общую производительность предприятия.
Видео автоматический канальный комплекс пресс КУБЕР-50ГА
Автоматический канальный пресс КУБЕР-50ГА флагман линейки
Лайфхак от конструктора: «Эффект ножниц» в канальных прессах
В автоматических прессах КУБЕР-50ГА гидравлическая система оснащена пропорциональным управлением, что снижает общее энергопотребление до 40%. Станция развивает пиковое давление только в финальной фазе фиксации деформации, работая на минимуме при холостом ходе штока.
Однако существует скрытый фактор уязвимости — состояние подрезных ножей. По спецификации завода, пресс-плита оборудована закаленными сменными подрезными ножами, а на раме камеры установлены контрножи. Их задача — срезать излишки картона или ПЭТ, выходящие за пределы прессовой камеры при движении плиты вперед.

Автоматизация работы пресс КУБЕР-50ГА
Своевременный контроль и регулировка зазора между подрезным ножом и контрножом (нормативный зазор — не более 0.5–1.0 мм) предотвращает «зажевывание» фракции. Если ножи тупые, гидросистема начинает тратить до 25% избыточной мощности на преодоление сопротивления неразрезанного картона. Это приводит к перегреву рабочей жидкости, ускоренному износу сдвоенных уплотнительных колец главного цилиндра и падению общего КПД маслостанции.

Уточните вопросы по эксплуатации пресса КУБЕР-50ГА
Будет не лишним напомнить о соблюдении регламента технического обслуживания оборудования. Не стоит пренебрегать рекомендациями изготовителя. Ведь внезапная остановка линии это не только упущенная выгода, это могут быть гораздо более серьезные потери. О том, как защитить свое производство от внезапных простоев почитайте эту статью.
Часто задаваемые вопросы по эксплуатации прессовых гидросистем
Может ли канальный автомат КУБЕР-50ГА работать зимой на улице под навесом? ▼
Да, может. Пресс штатно укомплектован автоматической системой подогрева масла для безопасного пуска при отрицательных температурах. Главное — использовать всесезонное гидравлическое масло класса HVLP.
Как автоматика понимает, когда нужно запускать цикл прессования и делать обвязку? ▼
В КУБЕР-50ГА за это отвечает современная система управления с сенсорным дисплеем 10 дюймов. Датчики контролируют уровень заполнения загрузочного бункера или ориентируются на таймер работы подающего конвейера. Длина готового тюка гибко настраивается в меню.
За счет чего достигается экономия электроэнергии в 40%, заявленная производителем?▼
За счет пропорционального гидравлического управления. Насосная станция выдает пиковую мощность только в момент максимального сопротивления сырья (в фазе фиксации деформации), а при холостом ходе или в процессе обвязки гидросистема снижает расход масла до минимума.
Вам наверняка пригодится:
 Как рассчитать усилие прессования: руководство инженера и онлайн-калькулятор усилия пресса
Как рассчитать усилие прессования: руководство инженера и онлайн-калькулятор усилия пресса
 Техническое обслуживание гидравлических прессов: регламент ТО и защита системы от аварийных простоев
Техническое обслуживание гидравлических прессов: регламент ТО и защита системы от аварийных простоев
 Автоматический барфидер BS-65
Автоматический барфидер BS-65
 Оптоволоконный лазерный станок для резки металла REALREZ MY OFL 2000
Оптоволоконный лазерный станок для резки металла REALREZ MY OFL 2000
 Ножницы рычажные REALREZ RHS-8
Ножницы рычажные REALREZ RHS-8
 Гильотина ручная механическая REALREZ RHGS-1300
Гильотина ручная механическая REALREZ RHGS-1300